

Obernburg
Solid Effect
The Obernburg site in Bavaria, Germany, produces masterbatches which are used to incorporate additives to plastics. Evonik acquired this special technology at the beginning of last year.
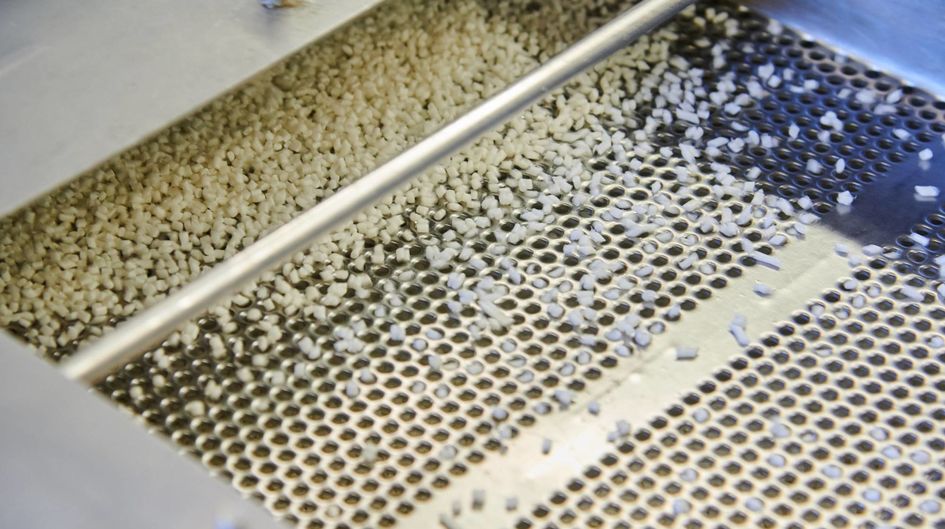
A large bundle of thick white strings comes out of the jet of the foaming plant. The foamed plastic strings look like the lead strips that are used to weigh down curtains. Harald Winkler, a production employee at Evonik’s
Obernburg site in the northwest of Bavaria, checks if everything is running smoothly. The plant draws the strings into a cutting machine, splits them into small pieces, and puts them through a sieve. What remains is a granulate that performs valuable services in the plastics industry.
ACCUREL® is the brand name of the new products in Evonik’s portfolio as a result of the takeover of the Obernburg site. Similar to a sponge, the foamed polymers can soak up liquid additives which impart specific
properties to plastics, for example flame or scratch protection. The granulate loaded with additives—referred to as the masterbatch—is melted together with the regular plastic granulate and molded into diverse plastic parts. Ther polymers are foamed for the masterbatch using carbon dioxide—a patented technology—or oil, which forms pores and is later washed out again. “The porous granulate can be filled with additives at room temperature,” explains Bernd Rachor, plant manager in Obernburg. This is a key advantage for temperature-sensitive additives.
Solid Additives Required

For Evonik, in contrast, special additives make up one of the four growth cores. Up to now, Evonik’s portfolio has consisted primarily of liquid additives. “The plastics industry, however, frequently uses solid additives, as adding these is easier than using the liquid versions," explains Sabine Giessler Blank, head of the Polymer & Construction Specialties Product Line in the Interface & Performance Business Line at Nutrition & Care. To use liquid additives, special dosage systems must be installed on the extruder. That costs money—an unwelcome additional hurdle in an industry with a sensitive cost structure. With injection molding or generally for converting, it is technically not easy to add liquid materials. With the takeover of the business in Obernburg, the business line has now extended its portfolio to include the solid additives and is opening up new markets. “With our bundled know-how, we can now supply the value chain right to the end,” explains Kathrin Lehmann, head of innovation management in the Compounding group at Interface & Performance. From the additive through the masterbatch and the compounder right up to the finished plastic product. Customers include, for example, producers of films, fibers, nonwovens, cables and automotive parts. The foamed polymers can also be loaded with fragrances; for example, for the little tree-shaped air fresheners frequently used in cars.
Evonik supports customers whenever they have new requirements for a plastic component. For example, if for environmental reasons a yogurt manufacturer no longer wants to use specific substances in the yogurt tubs, the company can deploy its chemicals know-how to search for new solutions. The major producers, who frequently manufacture their own containers, cannot usually solve problems like this themselves. They do not have the capacity to thoroughly test different alternatives.
Food packaging

ACCUREL® can incorporate up to 80 percent of additives and is therefore special in the market. “Very few of our competitors offer masterbatches with an additive content of more than 50 percent,” says Pavel Belik, who is responsible for sales & marketing in Obernburg. 20 percent is the norm. The high additive content pays off for the customers. Not only must they transport and store less material, they can also produce at a faster rate. Just meters from the foaming plant is a new production line. Here too, a machine is producing long white strings. They have a smooth structure and look like infinite strings of white spaghetti. These strings are also processed to form a granulate. But there is a difference in this case: The additives are poured in liquid form into the molten mass in the extruder; they are not added subsequently to a foam structure. This means that additives that are less temperature-sensitive can be deployed.
It is not only the foam technology that is extending the portfolio of the specialty chemicals company. The Obernburg site also produces other additives. Whereas Interface & Performance at the Goldschmidtstraße site in Essen primarily develops synergists as flame retardants, process additives such as dispersing agents, and products for surface protection against scratches, Obernburg supplies substances to counter static charging, products for food packaging, and processing aids for carpet fibers. Both sites used to produce additives that prevent the fogging of film, but these were used in different applications. These activities now complement each other perfectly. Thanks to the new products, Evonik now has access to the market for food packaging.
Change of scene: Jan Weber, a plastics engineer in the technical center in Essen, has loaded the blown-film machine with plastic granulate and a masterbatch. The machine melts the granulate and at the end, a paper-thin film comes off the roll and out of the machine. In the adjoining application technology lab, Weber has set up an experiment with various film samples. Three glasses full of water are covered with film. Weber is testing whether the anti-fogging protection actually works. “We test additives from Obernburg here too. The collaboration has proved hugely beneficial for both sides,” he says. Plant manager Rachor from the Obernburg site agrees with Weber: “Previously, here in product development we mainly relied on our customers,” he explains. But now the experts from Obernburg can also take advantage of the application technology in Essen. “This means that we can now develop our own new additives and bring them to market,” sales and marketing manager Belik emphasizes.
The collaboration has already proved successful: A masterbatch based on ACCUREL® from Obernburg and the additive TEGO Sorb® from Essen was developed for use in plastics recycling. “Products made from recycled plastic frequently emit a pungent odor. The TEGO Sorb® that has been added to the plastic with the aid of ACCUREL® swallows the foul-smelling molecules, and the odor disappears,” says Rachor, explaining the advantages of the new development. The new product TEGO Sorb® PY 50 can be used, for example, in the recycling of plastic film from greenhouses or plastic trash. Evonik has already exhibited the product at the Plastics Recycling Conference in Washington (USA) in March 2019. The product is also to be among the company’s exhibits at the K plastics and rubber trade show in Düsseldorf in October.
Opportunities in the Group


“The integration was a challenge for us all, and for some of those at the Obernburg site it was a significant additional workload,” says Giessler-Blank in review. All the customer data had to be entered in SAP, all the formulations and test methods had to be transferred. “During the transition, we did not lose any business,” she claims. All the effort that went into it is now paying off, for example in the case of certificates and logistics. And throughout the Evonik Group, there are multiple opportunities to make use of the new technology in other applications and business lines.
The experts in Essen and in Obernburg are already working on new ideas: Water-soluble plastics and bio-based polymers are becoming increasingly important. And these also require additives to remain mechanically stable for easier processing, to ensure that they don’t sustain scratches, and to be protected against fire.

